你的位置:首页> 铜线缆YJV铝线缆YJLV生产的各种步骤
发布时间:2023.05.16
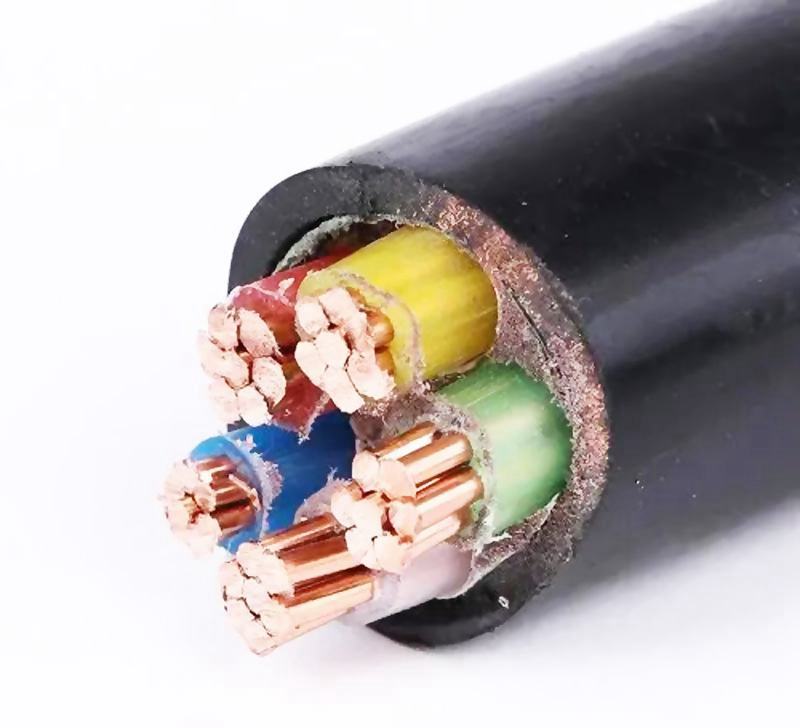
铜线缆YJV铝线缆YJLV生产的各种步骤
工艺与设备对所出产的产品质量、资料使用率、出产速度均起着决定性的效果。先进的专用线缆设备与最优化的工艺条件是制作一流线缆产品的前提条件。国内现在铝线缆厂有着大型电线电缆制作设备有上千台,从工艺类型来剖析有拉、绞、挤、编等工艺制作办法。
所谓的工艺流程是指一处产品自始至终要经过几个加工进程以其先后程序,在线缆出产中,工艺设备按工艺流程合理安置能够使半制品活动合理(旅程短,没有或削减逆向活动)
线缆出产工艺流程一般包含以下几个加工部分:导线的加工工艺、绝缘加工工艺、成缆工艺、护层加工工艺等
第二节:导体的绞合和束合
概述:电线导线通电后,因有电阻而发热,温度升高,会影响导体、绝缘层和护层资料的运用寿命。所以当运送大容量的电能时,应增大导体截面积,但大截面的单根导线不易曲折,给出产、运送、装置、敷设和运用带来困难。一起,因为截面大、涡流损耗大,导线引起的电能损耗大影响输电效果,因而,将铜、铝杆拉细、再由多根线绞合起来,绞制成的大截面导线又是必定的。
绞合与束合的差异:
束合是将多根单线以同方向、同节距不分层的扭绞在一起的办法,其制品成为束线,其特色各单线在制品中的相对方位不是固定和有序的。
绞合的导线不只增加了线缆的柔软性,还能进步导体的强度和可靠性。
复绞与正规绞合办法类似,它是以股线替代正规绞合中的单线,股线可所以绞线,,也可是束合线。复绞的方向能够与股线的绞合方向相同,也能够相反。
正规绞合线:最常用的正规绞合是中心为一根单线的同心层的绞合。
扇形线芯是在同心层绞的基础上,同具有必定孔型的压辊或模具紧压制成的。扇形线可大大削减电缆的直径。
绞线工艺
绞线工艺参数:绞合节距、绞合系数、绞合方向、绞合规律等
1、绞合节距是指单线沿绞线轴线旋转一周所行进的间隔,节距(h)与绞线外径(D)之比,称为节距比(m)。节距比的巨细同绞线的质量和绞线进程有很重要的联系。在一般情况下,节距比较小曲折功能较好,绞合密实。可是,单线的实践长度和绞线的分量也随之增加,出产功率低,一起降低了绞线的导电率。节距比过小,绞线中单个单线会发生部分拱起,损坏绞线的圆整性和稳定性。节距比一般不小于10,过大简单松懈。
2、绞入系数打开长度(L)与节距(h)之比,绞入系数越大表明单线实践长度与节距差值越大。
3、绞合方向分为右向(Z向)和左向(s向)。
4、在产品规范中不光规则了绞线的层间绞向相反,并且规则最外层的绞向:钢芯铝绞线最外层绞向为右向,而橡皮塑料线缆线芯外层绞向为左向,这是为了是产品一致,便于衔接,避免松懈。
绞线设备:首要分为笼式绞线机、盘式绞线机、叉式绞线机、管式绞线机;也可分为退扭绞线机、无退扭式绞线机。
绞线机组成:绞线部分、放线部分、长度计米器、电气,液压、分线板、压模、预扭、主动泊车。
束线
制作绞线或绞合线芯,除选用绞合工艺外,还有一些产品首要是小标准的软线芯和复绞线的股线常选用束合工艺。束线的截面是无规则摆放,故不严密、易变形、不圆整。束线机的主体是收线部份,这一点与绞线机不同,所以束线机的类型以收线部份的不同方式来命名。
一般出产设备有250 315 400 500 630 1000型及更大型的束线机。
第三节:塑料绝缘
电线电缆广泛选用树脂作为绝缘及护层资料。合成树脂是塑料的根本成份,在树脂增加配合剂,在必定条件下能够塑性成形的资料称为塑料。
一、挤塑设备
挤塑机是挤塑出产线的主体,作业原理是:使用特定形状的螺杆在加热的机筒内旋转,将由料斗中送来的塑料向前揉捏,使塑料均匀地塑化(即熔融),经过机头和不同形状的模具,使塑料揉捏成接连的各种形状的塑料。
挤塑机是揉捏机中要害部料之一,它不只起到输运料的效果,一起关于塑料的揉捏塑化和成型的难易起着极其重要的效果。
螺杆的作业部份分为三部份:加料段、塑化段和均化段。
螺杆分为三种:等距不等深螺杆、等深不等距螺杆、不等深不等距螺杆。
挤塑机的机头分为三品种型:直角机头直线机头斜角机头一般选用斜角机头挤塑工艺包含温度、螺杆转速、牵引线速、制品冷却等方面的操控。
温度是挤塑工艺中的最重要的工艺参数。
模具的挑选:
1、模芯孔径的挑选原则上要比线芯稍大些,若孔径过大,偏芯难调。
2、对模间隔的挑选。即模芯与模套之间的间隔。对模间隔远时,挤出的压力大,挤出的外表润滑且严密,但太远,因为旁边面压力大,简单使线网刮伤,并呈现倒胶及偏芯现象。对模间隔太近时,将会挤包不紧。
冷却包含螺杆的冷却和制品的冷却。
废品的品种:焦烧、塑化不良、疙瘩线径粗细不均、合胶缝欠好、塑料层正负超差气孔、气泡脱节等。
本文共分
1
页
最近资讯文章






